想要快速了解阜阳【当地】复合耐磨钢板15crmo合金钢板核心技术产品?视频给你最直观的感受!
以下是:阜阳【当地】复合耐磨钢板15crmo合金钢板核心技术的图文介绍

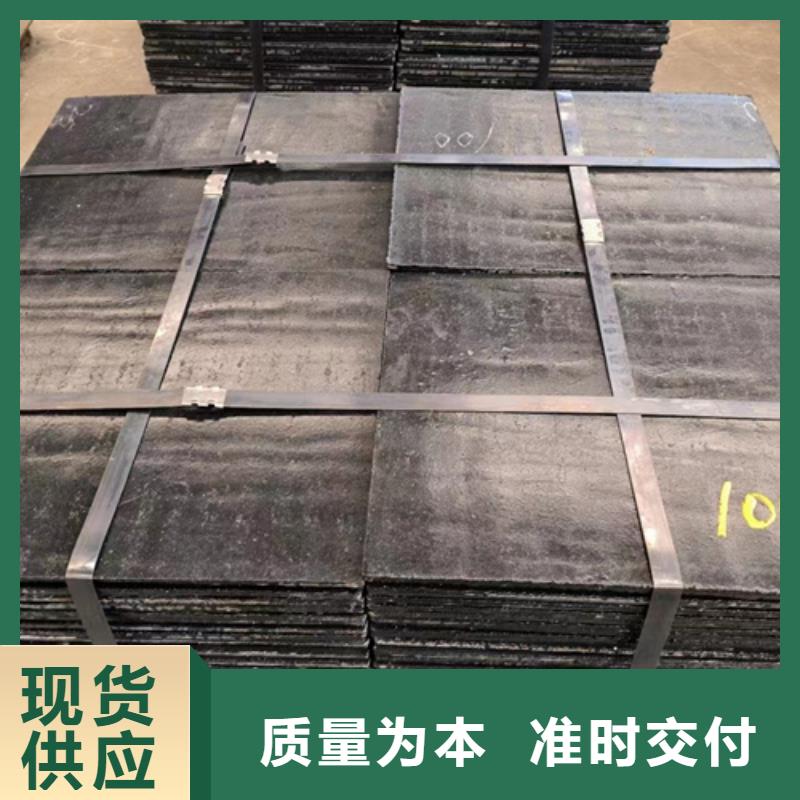
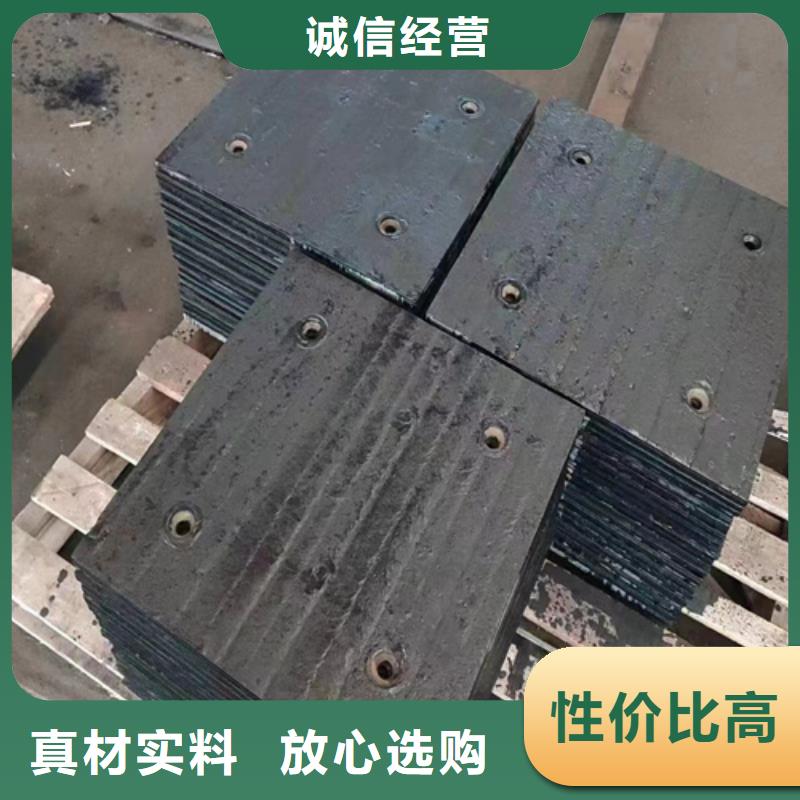
复合耐磨钢板的合金耐磨层的化学成分中碳含量达4~5%,铬含量高达25~40%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~65,碳化铬的硬度为HV1400~1800。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:(1)与低碳钢;20~25:1(2)与铸态高铬铸铁;1.5~2.5:1复合耐磨钢板的耐磨性能更好,适用于选粉机叶片,选粉机长期受各种物料粉渣的冲刷磨损,如果叶片质量不好,很容易造成叶片的磨损,导致叶片重量不一致。叶片固定螺栓松动。安装不正,产生向上或向下偏斜,很容易让叶片打坏甚至脱落,用KNM60制作的选粉机叶片,耐磨性能提高,不易损坏,降低了设备维修或更换叶片的成本。


【多麦金属】高锰耐磨耐候钢板生产厂家位于阜阳市,是一家集 阜阳Q460C钢板、科研、开发、制造、销售、出口为一体的现代化企业,公司多年来致力于 阜阳Q460C钢板、的研发,现已成为 阜阳Q460C钢板、业可信赖的制造公司。
【多麦金属】高锰耐磨耐候钢板生产厂家自成立以来产品不断更新,并以先进的加工设备和精湛的工艺严格的检验测试,为客户提供好的产品而取得用户的一致好评, 阜阳Q460C钢板、产品远销全国各地及国外,产品深受广大客户的好评,我们愿以好的 阜阳Q460C钢板、产品,好的售后服务,竭诚为中外客商提供。



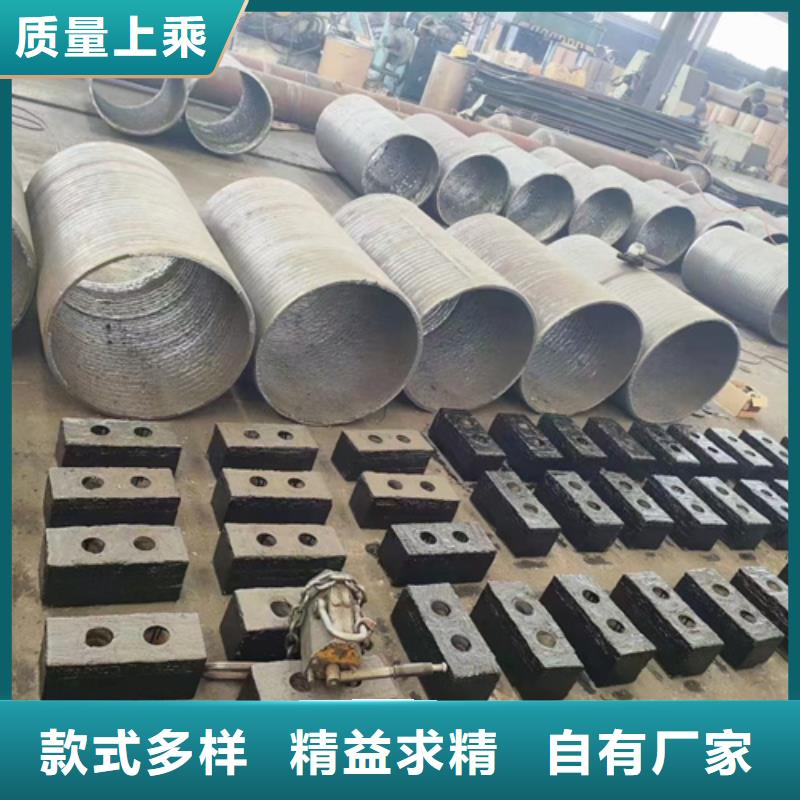
当管道内运送磨削性大的介质时,都存在一个弯头部位磨损快的题目,分外是弯管磨损 快。当管道内运送具有猛烈腐化的气体、阜阳同城液体或固体时,存在管道被腐化而很快粉碎的题目。当管道内运送具有较高温度的介质时,存在着利用耐热钢管代价非常昂贵的题目。在弯头上市后,这些题目均解决。管道弯头遍及用于磨损严峻的矿山充填料、阜阳同城矿粉和尾矿输送,燃煤火电厂送粉、阜阳同城除渣、阜阳同城输灰等管道也非常符合。管道是运送猛烈腐化的酸、阜阳同城碱、阜阳同城盐及磨蚀兼有的固体、阜阳同城液体运送的抱负管道。弯头在高温腐化、阜阳同城高温磨损或高温熔蚀的场所下利用非常宁静。复合耐磨钢板





 扫一扫
扫一扫